Faktorer som påverkar löddefekter i PCB
Lämna ett meddelande
1. Lödbarheten hos kretskortshålen påverkar svetskvaliteten
Dålig lödbarhet av kretskortshål kommer att resultera i löddefekter, vilket påverkar parametrarna för komponenter i kretsen, vilket leder till instabil ledning av flerskiktskortskomponenter och inre ledningar, och orsakar att hela kretsfunktionen misslyckas. Den så kallade svetsbarheten avser egenskapen hos metallytan att vätas av smält lod, vilket innebär att lodet bildar en relativt likformig och kontinuerlig slät limfilm på metallytan.
De viktigaste faktorerna som påverkar lödbarheten hos tryckta kretskort är: (1) sammansättningen av lodet och egenskaperna hos det lödda materialet. Löd är en viktig komponent i den kemiska behandlingsprocessen för svetsning, bestående av kemiska material som innehåller flussmedel. De vanligen använda eutektiska metallerna med låg smältpunkt är Sn-Pb eller Sn-Pb-Ag. Föroreningshalten bör kontrolleras i en viss proportion för att förhindra att den oxid som genereras av föroreningar löses upp av flussmedlet. Lödningens funktion är att hjälpa till att blöta kretskortets yta genom att överföra värme och ta bort rost. I allmänhet används vitt kolofonium och isopropanollösningsmedel. (2) Svetstemperatur och ytrenhet på metallplattan kan också påverka svetsbarheten. Om temperaturen är för hög kommer diffusionshastigheten för lodet att accelerera. Vid denna tidpunkt har den hög aktivitet, vilket kommer att orsaka snabb oxidation av kretskortet och lödsmältytan, vilket resulterar i svetsfel. Ytan på kretskortet kommer också att vara förorenad, vilket kommer att påverka lödbarheten och orsaka defekter, inklusive lödpärlor, lödkulor, öppna kretsar, dålig glans, etc.
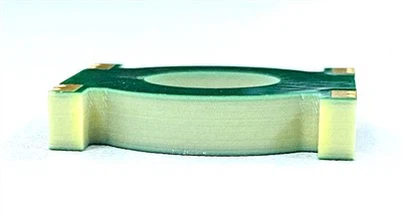
2. Svetsfel orsakade av skevhet
Kretskortet och komponenterna ger skevhet under svetsprocessen, vilket resulterar i defekter som lödfogar och kortslutningar på grund av spänningsdeformation. Skevhet orsakas ofta av temperaturobalans mellan de övre och nedre delarna av ett kretskort. För stora PCB kan vikten av själva kortet också orsaka skevhet. En normal enhet är ungefär {{0}},5 mm från ett kretskort. Om enheten på kretskortet är stor, eftersom kretskortet svalnar och återgår till sin normala form, kommer lödfogen att vara under stress under lång tid. Om enheten höjs med 0,1 mm kommer det att räcka för att orsaka en falsk lödkrets.
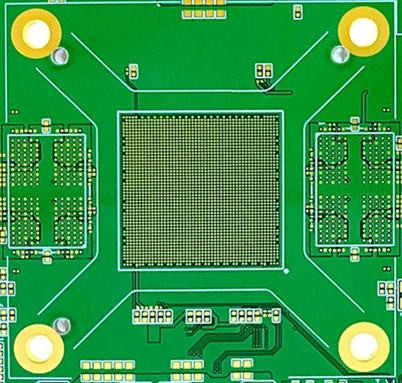
3. Utformningen av kretskort påverkar svetskvaliteten
När det gäller layout, när kretskortstorleken är för stor, även om svetsning är lättare att kontrollera, är de utskrivna linjerna längre, impedansen ökar, brusresistansen minskar och kostnaden ökar; Med tiden minskar värmeavledningen, vilket gör det svårt att kontrollera svetsning och är benäget att interferera mellan intilliggande ledningar, såsom elektromagnetiska störningar från kretskort.
Därför är det nödvändigt att optimera kretskortsdesignen: (1) förkorta ledningarna mellan högfrekventa komponenter och minska EMI-störningar.
(2) Komponenter med stor vikt (som överstiger 20g) bör fixeras med konsoler och sedan svetsas.
(3) Värmeelement bör ta hänsyn till problem med värmeavledning, och termiskt känsliga element bör hållas borta från värmekällor.
(4) Arrangemanget av komponenterna bör vara så parallellt som möjligt, vilket inte bara är estetiskt tilltalande utan också lätt att svetsa, vilket gör det lämpligt för massproduktion. Den optimala rektangulära designen för kretskortet är 4:3. Gör inte plötsliga förändringar i ledningsbredden för att undvika avbrott i ledningar. När kretskortet värms upp under lång tid är kopparfolie benägen att expandera och lossna, därför bör användningen av stora ytor av kopparfolie undvikas.